Ideas to Reality,
Know-how to Quality,
and Manufacturing Technology meets your needs.
Based on creation and research only human hands can achieve, Fuserashi’s problem-solving team offers solutions to meet its customers’ needs.
Furthermore, Fuserashi has realized a short lead time and cost efficiency by fully utilizing its cutting edge 3D analysis system.
STEP01Forming
The forming process can be divided into three types according to the difference in processing temperature.
We will propose the optimum processing method according to the material and production volume of the metal to be processed and the shape of the final product.
CF (Cold Forming)*1
Cold Forming is a method of deforming coiled materials at a normal temperature with continuous force above a set level.
Deforming is a method of metallic material processing that renders a metal incapable of returning to its original shape through bending, stretching or beating the material with a force above a set level.
Because the whole material is processed, Cold Forming causes less waste of materials than cutting processes and less heat distortion than hot forging or warm processing. This process also requires less processing time.
*1Forming: A manufacturing method for forming metals by applying pressure.


Related products
Hot Forming
This is a processing method in which bar stock or coil material is heated to 1260–1280°C, and the cut blanks are transferred and formed through multiple stages.
Temperature control is critical, as excessively high temperatures can cause welding and oxidation, while excessively low temperatures can lead to cracking. By maintaining the temperature above the transformation point yet below the melting point, workability is maximized, making the process particularly suitable for forming complex shapes and large products.


Related products
WF (Warm Forming)
Processing method is performed at an intermidiate temperature between cold forming and hot forming. (300-800℃)
This method is used when cold heading is difficult to mold and hot heading has problems with processing accuracy and productivity.
While it has the advantages of both cold and hot forming, it also has the disadvantages of both.
Related products


Related products
Features
- Cold Forming
-
- Because it is processed at normal temperature, there is little variation in the product without being affected by the dimensional accuracy due to thermal expansion.
- Processing speed is high and very productive making it suitable to mass production.
- Hot Forming
-
- Hot forming can process complex shapes and large products.
- Warm Forming
-
- Combines the advantages of both cold forming and hot forming, while also inheriting their respective disadvantages.
- It is used in the manufacturing of precision nuts and similar components, where both high dimensional accuracy and excellent formability are required.
STEP02Other forming
After cold forming process, additional process such as colod forging and / or tapping process may be added.
※Other processing steps are only required for certain products.
Cold Forging
By inserting products that have been cold- or hot-forged into a die at room temperature for precision forming, complex shapes and highly accurate dimensions can be achieved.
Because of its high productivity, dimensional accuracy, and smooth surface finish, this process significantly reduces the need for machining and improves material yield. Additionally, press working conditions are better, and automation is easier.
Furthermore, sequential multi-stage forming allows the production of quite complex shapes. In the automotive industry, cold forging plays an important role as a process for mass-producing high-quality parts at low cost.
Related products
Tapping
Automatic tapping is applied to the inner diameter of semi-finished products produced through cold or hot forming, or cold forging, to form threads.
Automatic nut tapping machines often use a tool called a bent tap.*2In this method, the cutting portion of the tap rotates to perform the tapping. The first few to several dozen nuts that have just been threaded act as bearings to support the shank of the bent tap, enabling continuous threading.
*2Tapping:A threading tool that forms*3internal threads in a holed workpiece
*3Internal threads:A thread in which the helical grooves are cut on the inner surface of a cylindrical hole, similar to those found in a nut
Related products
STEP03Finishing
Dimensional accuracy is ensured through precision machining in the finishing process.
By leveraging advanced manufacturing technologies, we achieve a balance of accuracy, cost efficiency, and productivity, serving a wide range of industries including automotive components.
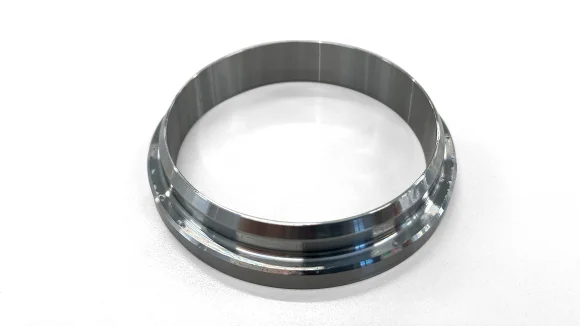
NC machining
NC machining enables high-precision cutting of complex shapes by controlling tool movement and speed.
It complements for the precision that is difficult to achieve with forming and enables the mass production of a wide variety of parts.

Cap Welding
A metal cap is precision-welded to the nut to ensure airtightness and durability.
With consistently stable quality backed by our accumulated technical expertise, our products are adopted in components across a wide range of industries.


STEP04Inspection & Packing
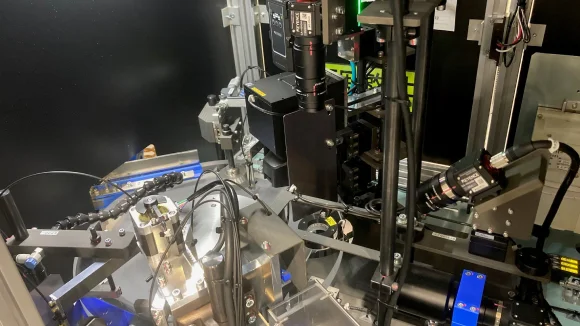
In the final process, we conduct 100% inspection using an image inspection machine to prevent appearance and dimensional defects, delivering reliable quality to our customers efficiently and accurately.
Image inspection
For our main products, we conduct 100% inspection. Depending on the product, visual and dimensional inspections are performed, and pass/fail judgments are automatically determined by the system. After inspection, the products are automatically counted, packaged, and shipped.